Цена 5 коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 14952-75
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
УДК 621.951.43:006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА ЦЕНТРОВОЧНЫЕ КОМБИНИРОВАННЫЕ
Технические условия
Combined centre drills.
ГОСТ 14952-69
Постановлением Государственного комитета стандартов Совета Министров СССР от 25 сентября 1975 г. М 2483 срок введения установлен
Проверен в 1986 г. Постановлением Госстандарта СССР от 19.12.86 № 4285 срок действия продлен
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на комбинированные центровочные сверла для обработки центровых отверстий по ГОСТ 14034-74.
В стандарте учтены требования международных стандартов ИСО 2541-72 и ИСО 866-75.
1. ТИПЫ И РАЗМЕРЫ
1.1. Комбинированные центровочные сверла должны изготовляться четырех типов:
А - сверла для центровочных отверстий 60° без предохранительного конуса;
В - сверла для центровых отверстий 60° с предохранительным конусом 120°;
С - сверла для центровых отверстий 75° без предохранительного конуса;
R - сверла для центровых отверстий с дугообразной образующей. Каждый тип сверл должен изготовляться в 2 исполнениях, определяемых параметрами шероховатости поверхностей.
1.2. Размеры сверл должны соответствовать указанным на черт. 1-4 и в табл. 1-4.
Издание официальное Перепечатка воспрещена
* Переиздание (сентябрь 1987 г.) с Изменениями № 1, 2, утвержденными в ноябре 1981 г., в декабре 1986 е. (ИУС 1-^-82, 3-87)
@ Издательство стандартов, 1987
Для d до 0,8 мм Для d св. 0,8 мм

|
Исполнение 1 |
Исполнение 2 | ||||||||
|
Обозначение |
Обозначение | ||||||||
Примечание.
2. (Исключено, Изм. № 2).
Пример условного обозначения сверла типа А, ди аметром d= 1,0 мм, исполнения 1:
Сверло 2317-0101 ГОСТ 14952-75 То же, исполнения 2:
Сверло 2317-0001 ГОСТ 14952-75

|
Исполнение 1 |
Исполнение 2 | |||||||||
|
Обозначение |
Обозначение |
няемость | ||||||||
Примечание.
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. (Исключено, Изм. Л
Пример условного обозначения сверла типа В, диаметром d=l,0 мм, исполнения 1:
Сверло 2317-0113 ГОСТ 14952-75 То же, исполнения 2:
Сверло 2317-0012 ГОСТ 14952-75
Для й-0 Р 8 мм

Для d св. 0,8 мм

Таблица 3
|
Исполнение 1 |
Исполнение 2 | ||||||||
|
Обозначение |
Обозначение | ||||||||
Примечания: (Исключены, Изм. № 2).
Пример условного обозначения сверла типа С, диаметром d=l,0 мм, исполнения 1:
Сверло 2317-0124 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0022 ГОСТ 14952-75
Для d до 0,8 мм

Для d св. 0,8 мм

ГОСТ 14952-75 С 5 Таблица 4
|
Исполнение 1 |
Исполнение 2 | |||||||||
|
Обозначение |
ияемость |
Обозначение |
няемость | |||||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения сверла типа R, диаметром d-1,0 мм, исполнения 1:
Сверло 2317-0129 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0027 ГОСТ 14952-75
1.1, 1.2. (Измененная редакция. Изм. № 2).
1.3. Конструктивные размеры и геометрические параметры сверл указаны в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали - по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть:
у сверл диаметром до 3,15 мм - 63...65 HRC 0 ;
у сверл диаметром свыше 3,15 мм - 63...66 HRC 0 .
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1-2 единицы HRC 3 .
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл. 5.
Таблица 5
2.2, 2.3. {Измененная редакция, Изм. № 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать:
диаметра сверловочной части:
|
диаметром | |||||||
диаметр зажимной цилиндрической части... Ь9; углов конуса 60° и 75°... минус 30";
угла конуса 120°... ±1°.
Примечание Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части.
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины.
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
для сверл диаметром до 3,15 мм.......0,40 мм
» » » св. 3,15 мм.......0,25 мм
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части не должен быть более:
для сверл диаметром до 3,15 мм... 0,03 мм » * » св. 3,15 мм... 0,04 мм
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, не должен быть более:
для сверл диаметром до 6,0 мм... 0,10 мм » * > св. 6,0 мм до 10,0 мм. ..0,13 мм
» » » св. 10,0 мм... 0,15 мм
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять:
разность половины угла при вершине сверла, которая не должна быть более 1°30";
допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
для сверл диаметром до 3,15 мм. . . . , . , 0,05 мм
» > » св. 3,15 мм........0,10 мм
(Измененная редакция, Изм. № 2).
2.10. Разность ширин перьев на одном сверле не должна быть более:
для сверл диаметром до 3,15 мм.......0,07 мм
» » » св. 3,15 мм.......0,10 мм
2.11. Значения средней наработки до отказа и установленной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд. 4, не должны быть менее приведенных в табл. 6.
Таблица 6
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3.
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше - достижение износа Аз по задней поверхности в соответствии с табл. 7.
2.11, 2.12. (Введены дополнительно, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки сверл - по ГОСТ 23726-79.
(Измененная редакция, Изм. № 1).
3.2. Периодические испытания в том числе на среднюю наработку до отказа следует проводить один раз в три года не менее чем на 5 сверлах.
Испытания на установленную безотказную наработку следует проводить два раза в год не менее чем на 5 сверлах.
(Измененная редакция, Изм. № 1,2).
3.3-3.7. (Исключены, Изм. № 1),
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-74 твердостью 187-207 НВ.
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
4.3.1. Приемочные значения средней наработки до отказа и установленной безотказной наработки не должны быть менее указанных в табл. 9.
4.4. После испытаний на работоспособность «а режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
Таблица 8
|
Диаметр сверлодочной части сверла, мм |
Подача, мм/об, для типов |
Глубина сверления, мм, для типов |
Скорость |
Количество обработанных отверстий при |
||
|
испытаниях на работоспособность |
||||||
|
Таблица 9 |
||||||
|
Приемочные вначения наработки сверлом типа |
||||||
|
Диамето сверловочной части | ||||||
|
сверла, мм | ||||||
|
0,5, 0,63, 0,8, 1,0 1,25, 1,6 2.0 2,5, 3,15 4,0, 5,0 6,3, 8,0, 10,0 | ||||||
4.6. Твердость сверл измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют визуально.
4.8. Параметры шероховатости поверхностей сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости поверхностей которых не более указанных в п. 2.3.
Сравнение осуществляют визуально с помощью лупыЛП-2-4 х по ГОСТ 25706-83.
4.9. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более: при измерении линейных размеров - значений, указанных в ГОСТ 8.051-81;
при измерении углов - 35 % значения допуска на проверяемый
при контроле формы и расположения поверхностей - 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм. М 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждом сверле должны быть четко нанесены:
а) диаметр сверловочной части;
б) товарный знак предприятия-изготовителя?
в) обозначение сверла;
г) марка стали.
Примечания:
1. Для сверл диаметром D свыше.10 мм допускается маркировать Последние четыре цифры обозначения сверла; для сверл диаметром D Менее 10 мм Допускается обозначение не маркировать.
И. Марку стали Р6М5, Р6АМБ допускается не маркировать.
3. Допускается маркировать вместо марки стали буквы «HS» для стали с содержанием вольфрама до 3 % включительно, буквы «HSS» - для стали с содержанием вольфрама 6 % и более, буквы «HSCo» для стали с содержанием кобальта, с указанием марки стали иа этикетках.
(Измененная редакция, Изм. № 2).
5.2. Внутренняя упаковка сверл ВУ-1 - по ГОСТ 9.014-78.
5.3. Остальные требования к упаковке, маркировке, транспортированию и хранению - по ГОСТ 18088-83.
5.2, 5.3. (Измененная редакция, Изм. № 2).
Разд. 6. (Исключен, Изм. № 2).
с и
Конструкция, размеры и геометрические параметры сверл указаны на черт. I-4 и а табл. 1-4.
Форма 1. Сверло с косой канавкой
Для диаметров d до 0,8 мм

Для диаметров d св. 0,8 мм

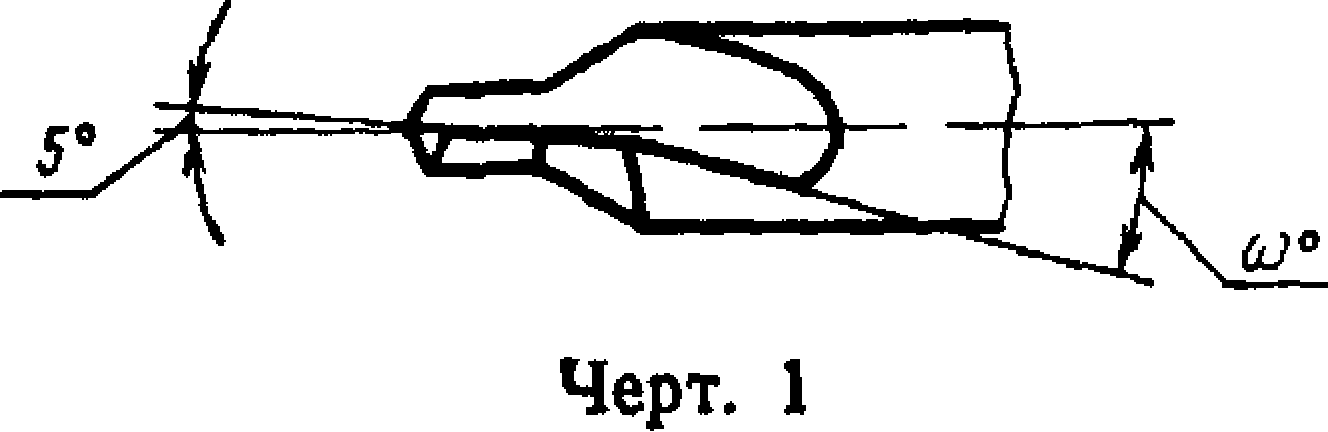
Форма. 1. Сверла с косой канавкой

Форма 2. Сверла с винтовой канавкой
Примечание. Угол 100° и радиус г даны в сечении, перпендикулярном наклону канавки.
Для диаметра d«0,8 мм


Таблица 3
Форма 1. Сверла с косой канавкой
Направление за/пь/лования ^ ля ^ до мм


Форма 2. Сверла с винтовой канавкой

Примечание. Угол 100° и радиус г даны в сечении, перпендикулярном наклону канавки.
Таблица 4
Изменение Мк 3 ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
Утверждено н введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.05.90 Jfc 1324
Дата введения 01.01.01
Вводная часть. Второй абзац исключить.
(Продолжение см, с. 134)
Пункт 1.1. Пятый абзац. Исключить слава: «определяемых параметрами шероховатости поверхностей».
Пункт 2.5 изложить в новой редакции: «2.5. Предельные отклонения размеров комбинированных сверл не должны превышать:
диаметра сверловочной части. , „ . . k 12
диаметра зажимной цилиндрической части. . h9
(Продолжение см. с. 135)
углов конуса 60 р и 75° ........-30"
угла конуса 120°....... . ±1°.
Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части».
Пункты 2.11, 4.3.1. Заменить слово: «установленной» на «96 %-ной»; таблицы 6. 9. Заменить слово: «установленная» на «95 %-иая» (4 раза). Раздел 2 дополнить пунктами - 2.13, 2.14: «2.13. На каждом сверле должны быть четко нанесены:
диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали.
Примечания:
1. На сверлах диаметром D менее Ш мм допускается обозначение сверла не маркировать.
(Продолжение см. с. 136)
2. Допускается марки стали Р6ЛК5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей» содержащих кобальт - буквы HSSC 0> при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары - по ГОСТ 18088-83».
Пункт 3.2. Второй абзац изложить в новой редакции: «Испытания на 95 %-ную безотказную наработку следует проводить один раз в год не менее чем на 5 сверлах».
Раздел 5 изложить в новой редакции:
<5. Транспортирование и хранение
Транспортирование и хранение сверл - по ГОСТ 18088-83».
(ИУС 8 1990 г.)
Сдано в наб. Тир. 6000
Редактор В. С. Бабкина Технический редактор М. И. Максимова Корректор Л. С. Черноусова
12.08.S7 Подп. в печ. 10.11.87 1,25 уел. п. л. 1,25 уел, кр.-отт. 0,92 уч.-изд. л.
Цена 5 коп.
Ордена «Знак Почета* Издательство стандартов, 123840, Москва, ГСП, Новопресненский пер. .3 Тип. «Московский печатник*. Москва, Лялин пер, 6. Зак. 1194
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах .
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.

При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.

Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из . Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.

В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.

Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Инструмент, используемый для выполнения центрирующих отверстий, проверяют в том числе на шероховатость поверхности, для чего его сравнивают с другим сверлом – эталонным. Требования к тому, какую величину шероховатости должна иметь поверхность инструмента, изложены в соответствующем стандарте (9378-75).
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.

В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА ЦЕНТРОВОЧНЫЕ
КОМБИНИРОВАННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 14952-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Постановлением Государственного комитета стандартов Совета Министров СССР от 25 сентября 1975 г. № 2483 срок введения установлен
с 01.01.77
Проверен в 1986 г. Постановлением Госстандарта СССР от 19.12.86 № 4285 срок действия продлен
до 01.01.92
Несоблюдение стандарта преследуется по закону
* Переиздание (сентябрь 1987 г.) с Изменениями № 1, 2, утвержденными в ноябре 1981 г., в декабре 1986 г. (ИУС 1-82, 3-87)
Настоящий стандарт распространяется на комбинированные центровочные сверла для обработки центровых отверстий по ГОСТ 14034-74 .
(Измененная редакция, Изм. № 1, ).
1. ТИПЫ И РАЗМЕРЫ
1.1. Комбинированные центровочные сверла должны изготовляться четырех типов:
А - сверла для центровочных отверстий 60° без предохранительного конуса;
В - сверла для центровых отверстий 60° с предохранительным конусом 120°;
С - сверла для центровых отверстий 75° без предохранительного конуса;
R - сверла для центровых отверстий с дугообразной образующей. Каждый тип сверл должен изготовляться в 2 исполнениях.
1.2. Размеры сверл должны соответствовать указанным на черт. - и в табл. - .
Тип А
Для d до 0,8 мм

Таблица 1
|
Исполнение 2 |
d |
D |
l |
L |
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
2317-0164 |
2317-0038 |
(0,50) |
3,15 |
1,0 |
0,2 |
21,0 |
2,0 |
2317-0165 |
2317-0039 |
(0,63) |
1,2 |
0,3 |
2317-0166 |
2317-0041 |
(0,80) |
1,5 |
0,4 |
2317-0101 |
2317-0001 |
1,00 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0102 |
2317-0002 |
(1,25) |
2,2 |
2317-0108 |
2317-0003 |
1,60 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0104 |
2317-0004 |
2,00 |
5,00 |
3,3 |
42,0 |
2317-0105 |
2317-0005 |
2,50 |
6,30 |
4,1 |
1,0 |
47,0 |
2317-0106 |
2317-0006 |
3,15 |
8,00 |
4,9 |
52,0 |
2317-0107 |
2317-0007 |
4,00 |
10,00 |
6,2 |
1,2 |
59,0 |
6,0 |
2317-0108 |
2317-0008 |
5,00 |
12,50 |
7,5 |
66,0 |
2317-0109 |
2317-0009 |
6,30 |
16,00 |
9,2 |
74,0 |
2317-0111 |
2317-0010 |
8,00 |
20,00 |
11,5 |
1,4 |
83,0 |
2317-0112 |
2317-0011 |
10,00 |
25,00 |
14,2 |
103,0 |
Примечани е.
2. (Исключено, Изм. № 2).
Пример условного обозначения сверла типа А, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0101 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0001 ГОСТ 14952-75
Тип В

Таблица 2
|
Исполнение 1 |
Исполнение 2 |
d |
D |
D 1 |
l |
L |
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
2317-0167 |
2317-0042 |
(0,80) |
4,0 |
1,70 |
1,5 |
0,4 |
33,5 |
3,0 |
2317-0113 |
2317-0012 |
1,00 |
4,0 |
2,12 |
1,9 |
0,6 |
37,5 |
4,0 |
2317-0114 |
2317-0013 |
(1,25) |
5,0 |
2,65 |
2,2 |
42,0 |
2317-0115 |
2317-0014 |
1,60 |
6,3 |
3,35 |
2,8 |
0,8 |
47,0 |
2317-0116 |
2317-0015 |
2,00 |
8,0 |
4,25 |
3,3 |
52,5 |
4,5 |
2317-0117 |
2317-0016 |
2,50 |
10,0 |
5,30 |
4,1 |
1,0 |
59,0 |
6,0 |
2317-0118 |
2317-0017 |
3,15 |
11,2 |
6,70 |
4,9 |
63,0 |
2317-0119 |
2317-0018 |
4,00 |
14,0 |
8,50 |
6,2 |
1,2 |
70,0 |
2317-0121 |
2317-0019 |
(5,00) |
18,0 |
10,60 |
7,5 |
78,0 |
2317-0122 |
2317-0020 |
6,30 |
20,0 |
13,20 |
9,2 |
83,0 |
2317-0168 |
2317-0043 |
8,00 |
25,0 |
17,00 |
11,5 |
1,4 |
103,0 |
2317-0169 |
2317-0044 |
10,00 |
31,5 |
21,20 |
14,2 |
128,0 |
Примечани е.
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. (Исключено, Изм. № 2).
Пример условного обозначения сверла типа В, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0113 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0012 ГОСТ 14952-75
Тип С
Для d = 0,8 мм

Для d св. 0,8 мм

Таблица 3
|
Исполнение 1 |
Исполнение 2 |
d |
D |
l |
L |
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
2317-0123 |
2317-0021 |
0,8 |
3,15 |
1,5 |
0,4 |
21,0 |
2,0 |
2317-0124 |
2317-0022 |
1,0 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0125 |
2317-0023 |
1,6 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0126 |
2317-0024 |
2,0 |
5,00 |
3,3 |
42,0 |
2317-0127 |
2317-0025 |
2,5 |
6,30 |
4,1 |
1,0 |
47,0 |
Примечани я: (Исключены, Изм. № 2).
Пример условного обозначения сверла типа С, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0124 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0022 ГОСТ 14952-75
Тип R
Для d св. 0,8 мм

Таблица 4
|
Исполнение 2 |
d |
D |
L |
l |
r |
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
2317-0171 |
2317-0045 |
(0,50) |
3,15 |
21,0 |
2,0 |
2,00 |
1,6 |
0,3 |
2317-0172 |
2317-0046 |
(0,63) |
2,40 |
2,0 |
0,4 |
2317-0128 |
2317-0026 |
(0,80) |
3,00 |
2,5 |
0,5 |
2317-0129 |
2317-0027 |
1,00 |
33,5 |
4,0 |
3,15 |
0,65 |
2317-0130 |
2317-0028 |
(1,25) |
3,35 |
4,0 |
0,85 |
2317-0131 |
2317-0029 |
1,60 |
4,00 |
37,5 |
4,25 |
5,0 |
1,0 |
2317-0132 |
2317-0030 |
2,00 |
5,00 |
42,0 |
5,30 |
6,3 |
1,3 |
2317-0133 |
2317-0031 |
2,50 |
6,30 |
47,0 |
6,70 |
8,0 |
1,7 |
2317-0134 |
2317-0032 |
3,15 |
8,00 |
52,0 |
8,50 |
10,0 |
2,0 |
2317-0135 |
2317-0033 |
4,00 |
10,00 |
59,0 |
6,0 |
10,60 |
12,5 |
2,5 |
2317-0136 |
2317-0034 |
(5,00) |
12,50 |
66,0 |
13,20 |
16,0 |
3,5 |
2317-0137 |
2317-0035 |
6,30 |
16,00 |
74,0 |
17,00 |
20,0 |
4,0 |
2317-0138 |
2317-0036 |
(8,00) |
20,00 |
83,0 |
21,20 |
25,0 |
5,0 |
2317-0139 |
2317-0037 |
10,00 |
25,00 |
103,0 |
26,50 |
31,5 |
6,5 |
Примечани е. Размеры, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения сверла типа R, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0129 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0027 ГОСТ 14952-75
1.1, 1.2.
1.3. Конструктивные размеры и геометрические параметры сверл указаны в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали - по ГОСТ 19265-73 .
2.2. Твердость рабочей части центровочных сверл должна быть:
у сверл диаметром до 3,15 мм - 63 ... 65 HRC э;
у сверл диаметром свыше 3,15 мм - 63 ... 66 HRC э.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1 - 2 единицы HRC э.
Таблица 5
|
Параметры шероховатости по ГОСТ 2789-73 |
Исполнение 1 |
Исполнение 2 |
Ra |
Rz |
Ra |
Rz |
Передняя поверхность сверловочной части и поверхность стружечных канавок |
6,3 |
10,0 |
Задняя поверхность сверловочной и зенковочной части |
3,2 |
6,3 |
Поверхность зажимной цилиндрической части |
0,63 |
1,25 |
2.2, 2.3. (Измененная редакция, Изм. № 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать:
диаметра сверловочной части........................................................ k12
диаметра зажимной цилиндрической части................................. h9
углов конуса 60° и 75°..................................................................... -30¢
угла конуса 120°............................................................................... ±1°.
Примечани е. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части.
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05 - 0,10 мм на 10 мм длины.
(Измененная редакция, Изм. № 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
для сверл диаметром до 3,15 мм.................................................... 0,40 мм
» » » св. 3,15 мм.......................................................... 0,25 мм
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части не должен быть более:
для сверл диаметром до 3,15 мм.................................................... 0,03 мм
» » » св. 3,15 мм.......................................................... 0,04 мм
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, не должен быть более:
для сверл диаметром до 6,0 мм... 0,10 мм
» » » св. 6,0 мм до 10,0 мм... 0,13 мм
» » » св. 10,0 мм... 0,15 мм
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять:
разность половины угла при вершине сверла, которая не должна быть более 1° 30¢ ;
допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
для сверл диаметром до 3,15 мм.................................................... 0,05 мм
» » » св. 3,15 мм.......................................................... 0,10 мм
(Измененная редакция, Изм. № 2).
2.10. Разность ширин перьев на одном сверле не должна быть более:
для сверл диаметром до 3,15 мм.................................................... 0,07 мм
» » » св. 3,15 мм.......................................................... 0,10 мм
2.11. Значения средней наработки до отказа и 95 %-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд. , не должны быть менее приведенных в табл. .
Таблица 6
|
Наработка (количество обработанных отверстий) сверлом типа |
А, В, С |
В |
средняя |
95 %-ная |
средняя |
95 %-ная |
0,5, 0,63, 0,8, 1,0 |
130 |
39 |
90 |
27 |
1,25, 1,6 |
160 |
48 |
120 |
36 |
2,0 |
220 |
66 |
145 |
43 |
2,5, 3,15 |
250 |
75 |
160 |
48 |
4,0, 5,0 |
150 |
45 |
100 |
30 |
6,3, 8,0, 10,0 |
130 |
39 |
80 |
24 |
Примечани е. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3.
(Измененная редакция, Изм. № 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше - достижение износа h 3 по задней поверхности в соответствии с табл. .
Таблица 7
2.11, 2.12. (Введены дополнительно, Изм. № 2).
2.13. На каждом сверле должны быть четко нанесены:
диаметр сверловочной части;
товарный знак предприятия-изготовителя;
обозначение сверла (последние четыре цифры);
марка стали.
Примечани я:
1. На сверлах диаметром D менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS , для марок сталей, содержащих кобальт - буквы HSSC 0 , при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары - по ГОСТ 18088-83 .
2.13, 2.14. (Введены дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки сверл - по ГОСТ 23726-79 .
(Измененная редакция, Изм. № 1).
3.2. Периодические испытания в том числе на среднюю наработку до отказа следует проводить один раз в три года не менее чем на 5 сверлах.
Испытания на 95 %-ную безотказную наработку следует проводить один раз в год не менее чем на 5 сверлах.
(Измененная редакция, Изм. № 1, 2, ).
3.3 - 3.7. (Исключены, Изм. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 187 - 207 НВ.
(Измененная редакция, Изм. № ).
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. .
4.3.1. Приемочные значения средней наработки до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в табл. .
(Измененная редакция, Изм. № ).
4.4. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
Таблица 8
|
Подача, мм/об, для типов |
Глубина сверления, мм, для типов |
Скорость резания, м/мин |
Количество обработанных отверстий при испытаниях на работоспособность |
А, В, С |
А, С, R |
В |
0,50 |
0,01 |
0,02 |
1,3 |
8 ... 10 |
13 |
0,63 |
1,5 |
0,80 |
1,9 |
2,1 |
1,00 |
2,3 |
2,6 |
1,40 |
0,02 |
2,8 |
3,2 |
25 |
1,60 |
3,5 |
4,0 |
2,00 |
0,04 |
4,4 |
5,0 |
2,50 |
0,07 |
5,5 |
6,3 |
11 ... 13 |
30 |
3,15 |
7,0 |
8,0 |
4,00 |
0,08 |
8,9 |
10,1 |
24 |
5,00 |
0,10 |
11,2 |
12,7 |
14 |
6,30 |
0,12 |
14,0 |
15,4 |
18 |
8,00 |
17,9 |
19,5 |
15 |
10,00 |
22,5 |
24,5 |
Таблица 9
Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Диаметр хвостовика в 2.5…3 раза превышает диаметр рабочего кончика сверла. Такое сверло обладает очень высокой жёсткостью, что предотвращает его изгиб при начальном засверливании и позволяет приложить большие усилия подачи.
В начальный момент засверливания образуется отверстие небольшого диаметра, которое затем расширяется режущими кромками конической части сверла. Самые ходовые размеры цсентровочных свёрл приведены в таблице на рис.1.
Предназначение центровочных сверл
Предназначены центровочные свёрла прежде всего для сверления центровочных отверстий в деталях для их последующей обработки в «центрах». Однако на самом деле спектр применения центровочных свёрл намного шире. Их используют для предварительного засверливания отверстий на токарных, сверлильных, фрезерных и других станках. Но и этот перечень далеко не исчерпывает всех их возможностей. Не менее эффективно центровочные свёрла можно применять и в домашней мастерской. Попробую показать это на нескольких примерах.
Применение сверл
Так, очень полезными будут центровочные свёрла для радиолюбителей, которым приходится сверлить множество отверстий в печатных платах. В силу своей геометрии центровочные свёрла обладают значительно большей жёсткостью, чем обычные свёрла малого диаметра. Поэтому работать ими гораздо удобнее. Справедливости ради надо заметить, что приведенные на рис.1 наиболее ходовые и часто встречающиеся диаметры центровочных свёрл вряд ли заинтересуют радиолюбителей. Однако ГОСТом предусмотрены и выпускаются центровочные сверла диаметром 0,5; 0,6 и 0,8 мм. Правда, найти их несколько сложнее.
Практически любому домашнему мастеру приходилось сталкиваться с ситуацией, когда винт или шуруп не «поддаётся». Я в таких случаях аккуратно высверливаю головку шурупа, после чего соединение более или менее легко разбирается. Особенно удобно это делать с винтами и шурупами со шлицем под крестовую отвёртку, так как характерное углубление в центре головки облегчает выбор точного направления сверления.
Размеры и доступы
Размеры сверла я выбираю исходя из размеров винта или шурупа, головку которого надо высверлить. Диаметр хвостовика центровочного сверла должен быть равен или чуть больше диаметра «тела» винта или шурупа (рис.2). Конец сверла устанавливают в центр головки винта и сверлят до тех пор, пока конусная часть сверла не углубится до «тела». При этом головка винта отламывается и начинает проворачиваться вместе со сверлом. Именно в этот момент надо прекратить подачу и остановить дрель. По своему опыту могу сказать, что дальнейшее сверление обычно не требуется - винтовое соединение более или менее легко разбирается.
Аналогичным образом высверливаются винтовые соединения с «потайными» и «полупотайными» головками. Так же легко можно высверлить винты со шлицем под плоскую отвёртку и заклепки, но их надо сначала накернить, а потом приступать к сверлению. Несколько раз мне приходилось использовать центровочное сверло прямо на автомобиле, причём в самых неудобных и труднодоступных местах. Обычно я действовал в следующей последовательности. Из-за невозможности накернить центр на обломке шпильки начинал сверлить сразу центровочным сверлом. При необходимости, отклоняя сверло в том или ином направлении, старался направить его так, чтобы центр сверления как можно точнее совпал с центром шпильки. Затем продолжал сверление на необходимую глубину обычным спиральным сверлом и пытался вывинтить обломок шпильки с помощью специального инструмента - экстрактора.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное - правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.
Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 - 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла - их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.